Stamping process is widely used in the industry due to its high production efficiency and low material consumption. In the robotics industry, the competitiveness lies in the cycle time of the stamping process.
Today, let's discuss some viewpoints and ideas on how to improve the stamping cycle time.
Why is the cycle time not improving?
Typically, the program for stamping process involves several points: pickup standby point, discharge standby point, above pickup point, above discharge point, pickup point, and discharge point.
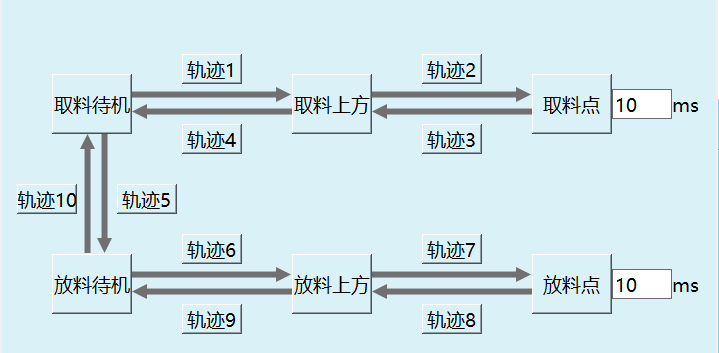
The signal processing is usually done at the pickup standby point and discharge standby point since the above points and discharge point are inside the punch press. During each cycle, the punch press moves from the top dead point to the bottom dead point and then returns from the bottom dead point to the top dead point, which is considered one normal stamping operation. At this point, the robot performs the pickup or discharge action and returns to the corresponding standby point, then informs the backend machine to pick up the material or the frontend machine to discharge the material.
This logic is correct in terms of operation but wastes a significant amount of time in terms of speed. Because all the judgments are made at the standby points, it is necessary to wait for the current robot to return to the standby point before the frontend or backend machine can perform the corresponding material pickup or discharge operation. As a result, there are pauses at certain positions along the production line.
How to improve the cycle time?
Firstly, it is important to ensure that the robot does not collide with the punch during material pickup and discharge. Secondly, there should be no interference between the frontend and backend machines during material pickup and discharge.
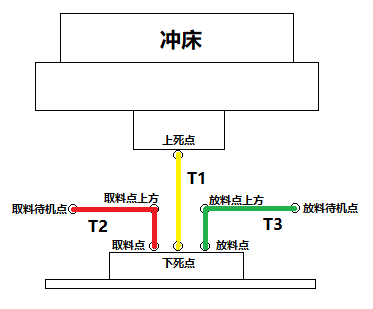
Under these two premises, let's define the time taken for one normal stamping operation by the punch press as T1, the time taken for the backend robot to move from the pickup standby point to the pickup point and then return to the pickup standby point as T2, and the time taken for the frontend robot to move from the discharge standby point to the discharge point and then return to the discharge standby point as T3.
Originally, we would wait at the standby points and determine whether to perform material pickup or discharge based on signals, which would require a total time of T1 + T2 + T3. However, during the return of the punch press from the bottom dead point to the top dead point, the backend robot can perform the material pickup action. Following this approach, we can conclude that if backend robot pickup time + frontend robot discharge time < punch press's one normal stamping cycle (from bottom dead point to top dead point and then back to bottom dead point), i.e., T2+T3 < T1 (equal will result in collision, while leaving some margin for error), it is possible to significantly shorten the overall stamping cycle and improve the stamping speed. The original time T1+T2+T3 is now shortened to about 1.5 times T1.
Conclusion
We can change the judgment of the robot's operating logic from the previous spatial point-based approach to a time-based approach that considers the duration of executing actions. Under the assumption of non-interference, we can optimize the cycle time of the stamping process by increasing the number of units moved per unit of time.